


A dessalinização de água por osmose reversa (OR) é uma das aplicações mais importantes nos processos de produção atuais.
Embora essa tecnologia seja amplamente implementada, sua eficiência varia consideravelmente de planta para planta devido a fatores como diversidade de fontes de água, condições ambientais, tipos de pré-tratamento, configurações do sistema, protocolos de operação, manutenção dos equipamentos e limpeza das membranas.
Atualmente, um intenso trabalho está sendo feito na otimização desses sistemas para manter a produção e a qualidade da água necessária de forma estável ao longo do tempo. A gestão eficiente desses fatores é essencial para maximizar a lucratividade e garantir a sustentabilidade da empresa a longo prazo. Com o tempo, é comum que as membranas de osmose reversa exibam alguma forma de entupimento e, dependendo da fonte de água e do pré-tratamento existente, esse entupimento pode ser severo e afetar significativamente o desempenho do equipamento. Nesses casos, o foco está na otimização dos protocolos de operação e de limpeza para manter a produção de permeado e prolongar a vida útil das membranas.
As limpezas preventivas em membranas de osmose reversa são essenciais para garantir o desempenho ideal do sistema e a operação eficiente, além de impactar nos custos operacionais de consumíveis e substituição de membranas. As principais razões para sua importância são as seguintes:
- Evitam o acúmulo de contaminantes nas membranas, o que pode levar à diminuição do fluxo de permeado e aumento do diferencial de pressão (DP).
- Preservam a integridade das membranas, reduzindo o risco de danos devido ao efeito telescópico e evitando o acúmulo de entupimento irreversível, prolongando assim sua vida útil.
- Permitem uma operação mais estável e confiável do sistema de osmose reversa.
- A frequência e a qualidade das limpezas preventivas influenciam diretamente na qualidade da água produzida.
A otimização dos sistemas de osmose reversa só é possível a partir do monitoramento dos dados operacionais. Se tivermos essas informações, poderemos avaliar o desempenho do equipamento, detectar possíveis melhorias, monitorar o entupimento das membranas, escolher o procedimento de limpeza adequado e avaliar os resultados. Em muitas plantas, o monitoramento é feito manualmente transcrevendo os valores indicados pelos instrumentos em uma planilha, mas normalmente esses dados não são muito acessíveis e amigáveis para processamento e posterior análise, tornando a tarefa de otimização mais complicada e menos eficiente.
Buscando soluções para poder acompanhar a operação do equipamento de forma mais precisa e eficaz, a Fluence desenvolveu um Sistema de Monitoramento Remoto em Tempo Real (TAMI) com o qual é possível acessar os dados do equipamento de forma contínua. Através da transmissão pela internet em um site ou aplicativo para smartphone, o TAMI permite visualizar a condição atual do equipamento e acessar o histórico dos parâmetros operacionais, fornecendo as informações necessárias para realizar a otimização dos sistemas.
Com base nos dados de monitoramento obtidos com o TAMI, o objetivo deste artigo é demonstrar a importância da realização de limpezas preventivas em sistemas de osmose reversa para aumentar a produção de permeado e diminuir o DP de operação, obtendo melhor desempenho do equipamento e aumentando a vida útil das membranas.
DESCRIÇÃO DA PLANTA
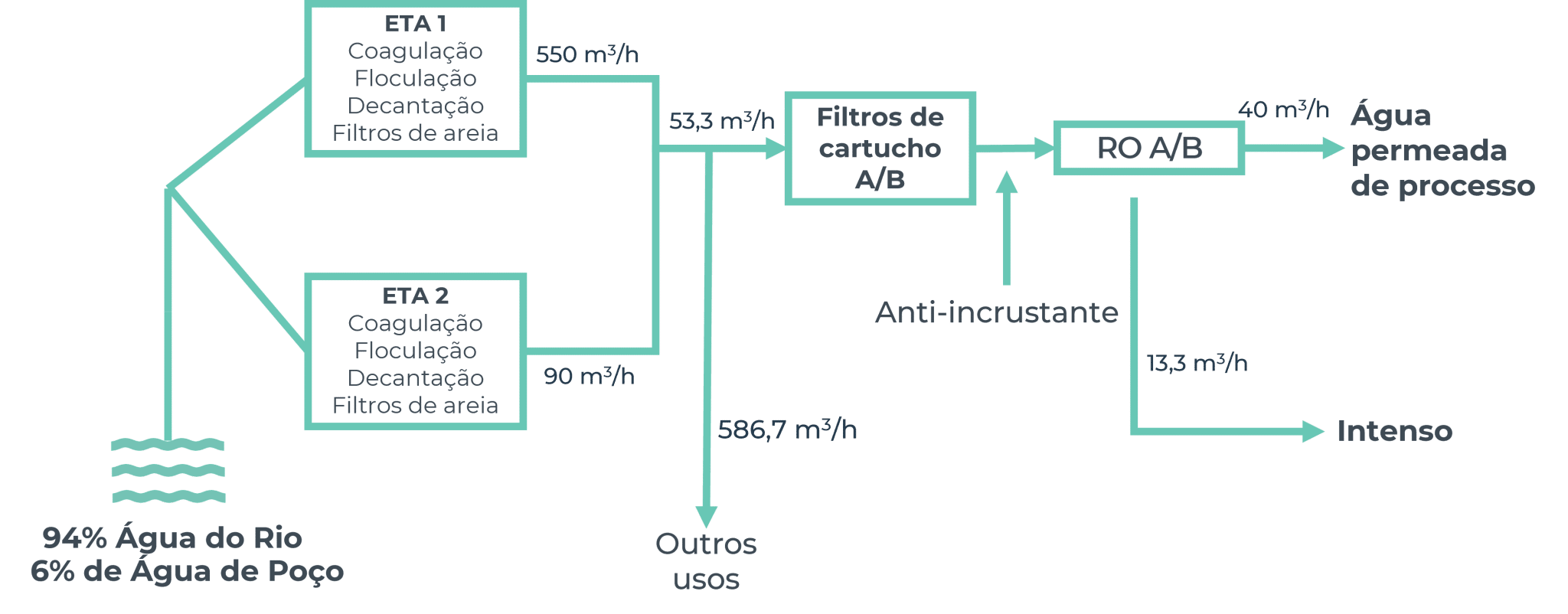
O estudo foi realizado em uma planta equipada com um sistema de osmose reversa composto por dois trens (A e B), cada um com capacidade para produzir 100% da vazão total de permeado necessária. Cada trem é composto por 48 membranas Toray TM720D-400 de 8 polegadas, dispostas em uma configuração de dois estágios com um arranjo 5×6 no primeiro e 3×6 no segundo. Cada trem tem uma capacidade nominal de alimentação de 53,5 m³/h e uma produção de permeado de 40 m³/h, representando uma recuperação de 75%.

A maior parte da água a ser tratada vem de um rio e é submetida a um pré-tratamento em duas estações de tratamento de água convencionais (ETA). Essas estações consistem em um processo de coagulação-floculação com posterior decantação e filtração de areia. A ETA 1 tem uma capacidade de 550 m³/h, enquanto a ETA 2 opera com 90 m³/h. Uma vez tratada, a mistura das correntes de saída de ambas as estações passa por um sistema de filtro de cartuchos de 5 μm antes de entrar nas ORs.
ÁGUA DE ALIMENTAÇÃO
Apesar da água de alimentação do sistema de osmose reversa ter sido pré-tratada, desde o início da operação da planta, os valores do índice de densidade de sedimentos ou “SDI” (Silt Density Index) e a rápida obstrução dos cartuchos e membranas mostraram que esse tratamento não é suficiente para a qualidade exigida na entrada da osmose reversa. A tabela a seguir mostra os resultados das análises de SDI.

A ETA 2 é uma nova instalação e a água produzida nela possui um potencial de entupimento baixo (SDI<1). Por outro lado, a qualidade da água que sai da ETA 1 tem um SDI de aproximadamente 6. Assim, a corrente de alimentação dos trens de OR tem um SDI muito semelhante à da saída da ETA 1 devido à sua composição (85% ETA 1 e 15% ETA 2).
Para membranas de osmose reversa, recomenda-se um SDI inferior a 3, mas, neste caso, o valor é quase o dobro do recomendado. Como resultado do pré-tratamento inadequado, tanto os pré-filtros cartucho quanto as membranas de OR apresentam altas taxas de entupimento. Em média, os cartuchos são substituídos a cada 3 dias e a frequência de limpeza das membranas varia entre 3 semanas e 2 meses.
Em geral, vários tipos de entupimento tendem a ocorrer no mesmo equipamento de osmose reversa, embora seja comum que haja uma causa principal. Neste caso, a frequência de trocas de filtros cartucho muito alta confirma a presença de sólidos suspensos. Por sua vez, o SDI elevado na saída dos filtros e o aumento do DP mais evidente no 1º estágio da OR, sugerem a presença de sólidos menores, provavelmente coloidais, que não são retidos nos cartuchos de 5 mícrons.
A partir dessa análise, podemos concluir que a principal ação para melhorar o funcionamento do sistema seria a instalação de um pré-tratamento com capacidade de reduzir a quantidade de sólidos suspensos e cumprir com os valores recomendados. Desde o início do projeto, a recomendação da Fluence foi instalar um sistema de ultrafiltração antes das membranas de osmose reversa, porém o cliente decidiu não implementar outro sistema de pré-tratamento, considerando que as ETAs existentes seriam capazes de fornecer água com SDI<3. Dadas as condições operacionais atuais, o investimento em um sistema de ultrafiltração como pré-tratamento se pagaria em menos de 5 anos com a economia de custos operacionais associados à frequência de trocas de cartuchos e limpeza química das membranas.
PROCEDIMENTO DE LIMPEZA
A limpeza dos trens de OR é realizada usando o sistema CIP (Clean in Place). Este sistema é composto por um tanque para a preparação de soluções de limpeza, uma bomba para recirculação através das membranas e um painel de controle.

A bomba CIP foi selecionada para poder recircular uma vazão de 8 m³/h de solução de limpeza em cada tubo de membrana. Devido ao entupimento severo do equipamento, o diferencial de pressão é muito alto e, nesta condição, as vazões de recirculação estão entre 28-34 m³/h no 1º estágio com 5 tubos, resultando em uma vazão individual por tubo de 5,6-6,8 m³/h.
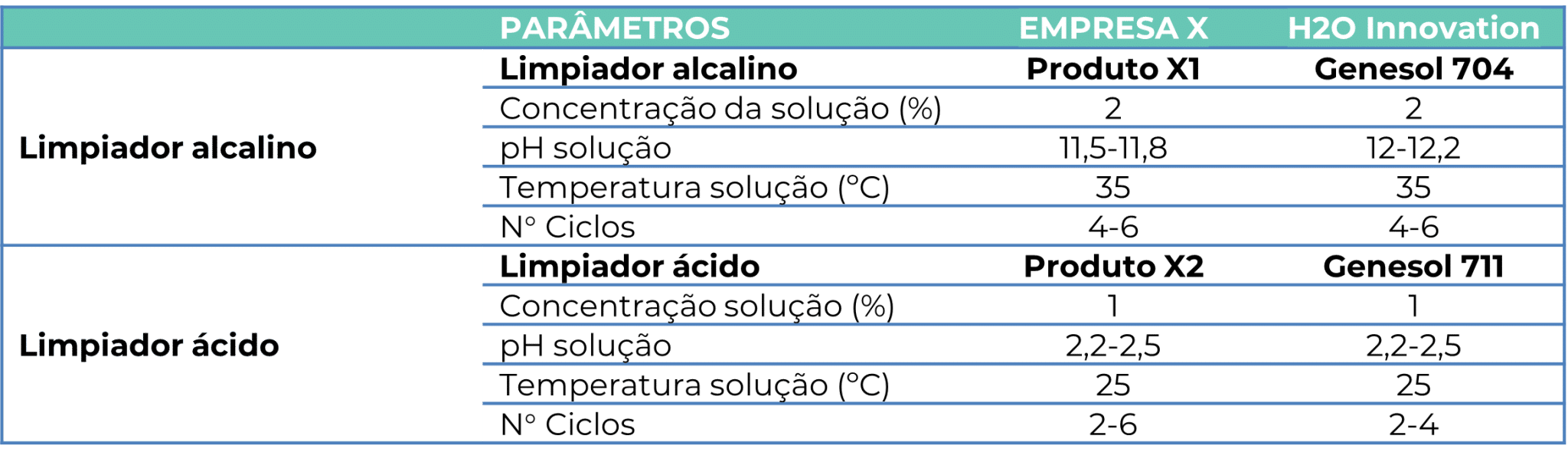
A tabela abaixo resume as características das soluções de limpeza alcalinas e ácidas, bem como os parâmetros do protocolo de limpeza aplicado em cada caso.
DESEMPENHO DA LIMPEZA QUÍMICA
Durante os primeiros sete meses de 2024, foram realizadas sete limpezas químicas, uma frequência muito alta em relação ao recomendado. Nesta planta é possível realizar limpezas frequentes sem impactar a produção, pois enquanto um trem passa por limpeza, o outro pode produzir 100% do permeado necessário. Essa redundância é uma vantagem significativa, pois permite que todo a vazão continue sendo produzida, mesmo quando um dos trens está parado devido ao entupimento ou limpeza.
As três primeiras limpezas, realizadas em janeiro, março e abril, foram feitas em ambos os trens com produtos da empresa X (Produtos X1 e X2). No entanto, a última limpeza não alcançou os resultados esperados em termos de recuperação dos parâmetros operacionais de ambos os trens. Por esse motivo, optou-se por testar os produtos da empresa H2O Innovation (Genesol 704 e Genesol 711) e adotar uma abordagem mais preventiva, realizando limpezas com mais frequência e garantindo que o equipamento não atinja o limite de queda de pressão. No total, foram realizadas quatro limpezas com os produtos Genesol entre abril e julho de 2024.
Durante as limpezas, tanto alcalinas quanto ácidas, o ΔP de recirculação da solução de limpeza foi monitorado a fim de avaliar a redução desse parâmetro ao longo do procedimento. A limpeza alcalina foi a que apresentou maior recuperação de ΔP, o que indica que é mais eficiente do que a limpeza ácida para este sistema. Isso é consistente com o principal tipo de entupimento discutido acima, pois, geralmente, limpezas com soluções alcalinas têm melhor eficiência para remover sólidos suspensos das membranas.
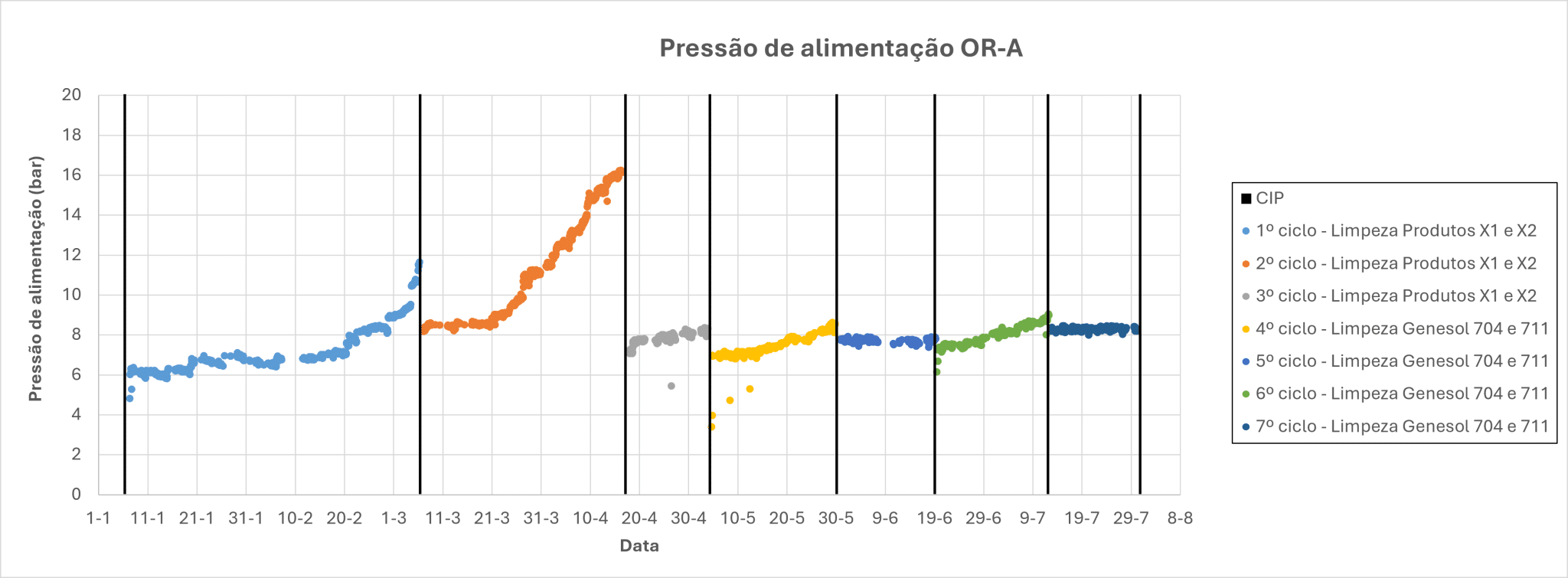
Neste artigo, os resultados são apresentados apenas para o 1º estágio do equipamento, pois é o que apresenta maior grau de entupimento. Além disso, como pode ser visto no gráfico pressão de alimentação vs. tempo abaixo, em março o trem A apresentou um tipo de entupimento muito diferente do observado nos outros períodos. A pressão aumentou 100% e a vazão de permeado caiu pela metade, indicando precipitação de sais no equipamento. Isso não é observado no trem B e esse comportamento provavelmente está associado a alguma falha na dosagem de anti-incrustante na OR-A. Assim, a modo de resumo e para que essa condição atípica não afete os resultados, apenas o trem B será analisado.
EFEITO DAS LIMPEZAS DAS MEMBRANAS
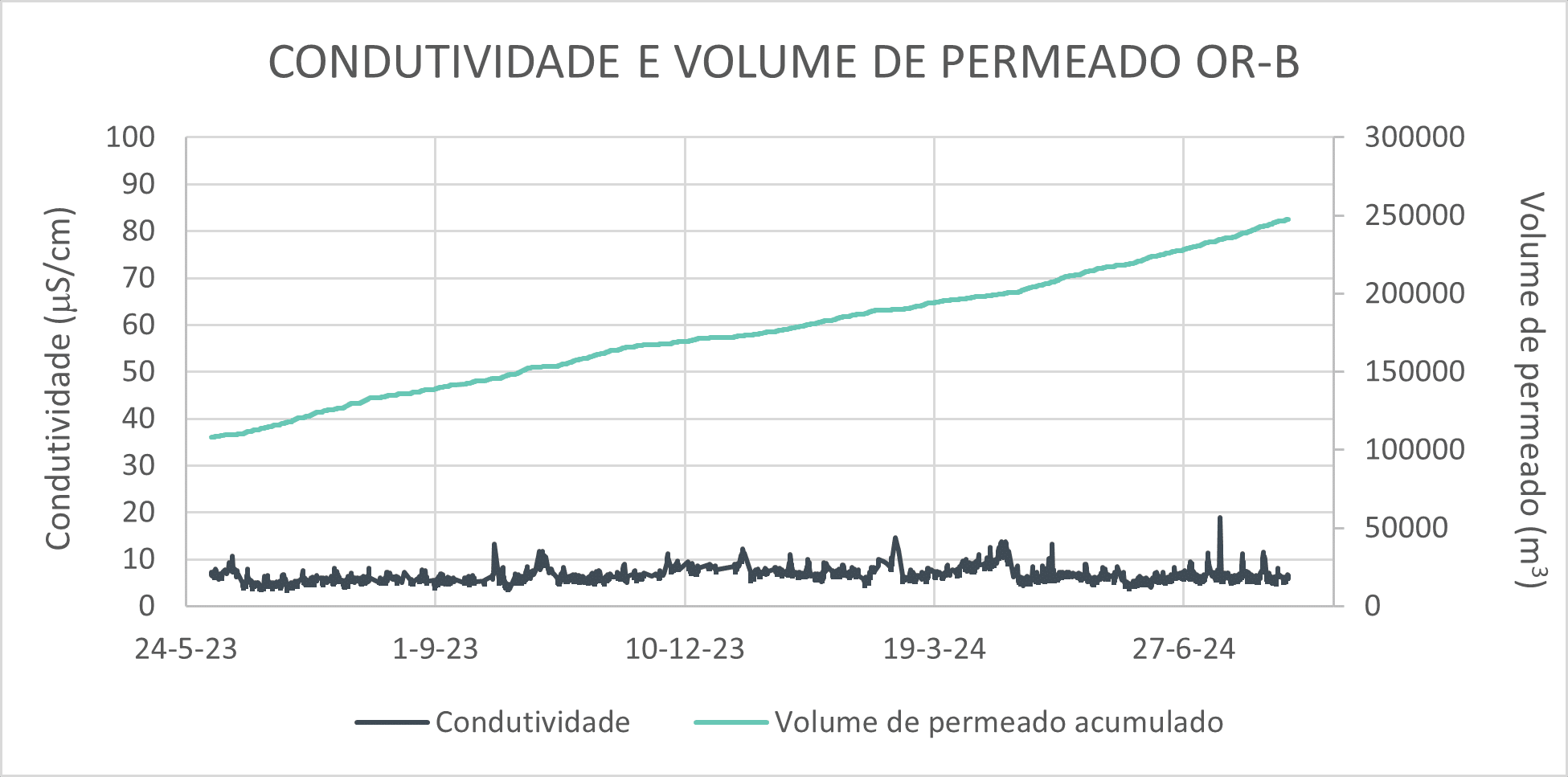
Avaliou-se o efeito das limpezas frequentes sobre a capacidade de rejeição de sal das membranas e observou-se que, apesar de realizarem limpezas com frequência muito maior do que a recomendada pelo fabricante devido à falta de um pré-tratamento adequado, as membranas continuam operando satisfatoriamente, uma vez que a condutividade do permeado não apresenta tendência crescente.
CICLOS DE OPERAÇÃO
Para a análise da eficiência de limpeza, é essencial comparar as vazões e volumes de permeado produzidos após cada limpeza, bem como os valores de DP de operação. Os gráficos abaixo mostram essas variáveis para os ciclos operacionais após cada limpeza realizada este ano no 1º estágio da OR-B.
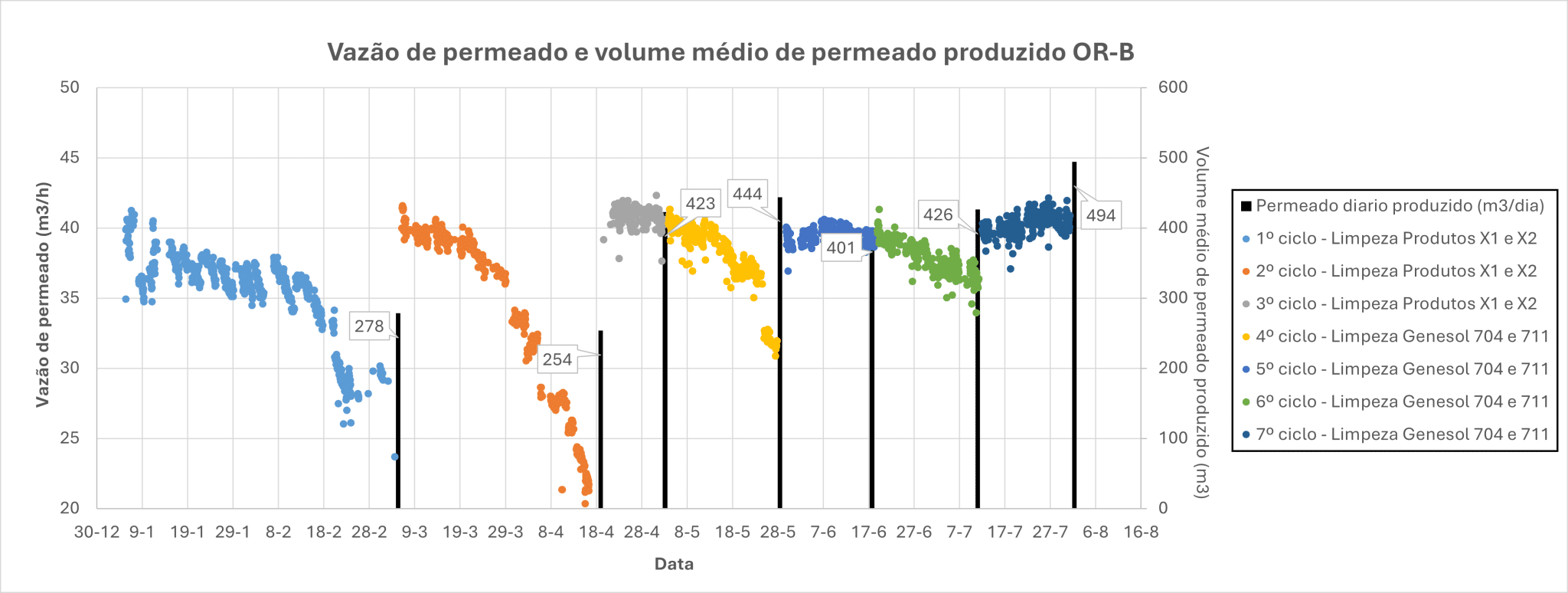
Durante os três primeiros ciclos de produção (nos quais foram realizadas limpezas corretivas com os produtos X1 e X2), a produção de permeado média foi de 318 m³/dia. Nos ciclos seguintes, nos quais foram feitas limpezas preventivas com os produtos Genesol, a produção média aumentou para 441 m³/dia. Nesses ciclos, também houve maior estabilidade em termos de vazão, permanecendo acima de 35 m³/h (87% da vazão nominal do permeado), exceto no primeiro ciclo de produção, no qual a vazão de produção foi reduzida para não ultrapassar 3 bar de queda de pressão devido à não eliminação do entupimento acumulado na limpeza anterior. Este é um resultado muito positivo, pois a produção de água permeada superou em 39% a obtida nos primeiros ciclos.
Com relação às tendências de DP nos diferentes ciclos, as seguintes observações podem ser feitas:
- Taxa de entupimento: depende da qualidade da água de entrada, do tempo de operação e das vazões de alimentação de operação. Embora não haja dados específicos disponíveis para esses parâmetros, pode-se inferir que uma maior inclinação na curva de diferencial de pressão indica uma maior taxa de entupimento.
- Inclinações das curvas de queda de pressão: nota-se uma tendência de redução nas inclinações das curvas de DP nos ciclos após limpezas preventivas com Genesol. Isso sugere uma maior eficiência dessas limpezas, uma vez que menores inclinações indicam uma redução na velocidade de entupimento e nos leva a esperar que a frequência das limpezas seja cada vez menor.
- Redução dos Diferenciais de Pressão: é perceptível que há uma tendência do equipamento operar com diferenciais de pressão mais baixos. Desta forma, o efeito telescópico nas membranas é minimizado, aumentando a sua vida útil.
EFEITO DA TEMPERATURA
Um fator adicional que deve ser considerado e que faz parte da normalização dos dados, é a temperatura da água de entrada. Em temperaturas mais baixas, a viscosidade da água aumenta e, consequentemente, aumenta o diferencial de pressão do equipamento e a pressão de alimentação necessária para permear a água através das membranas.
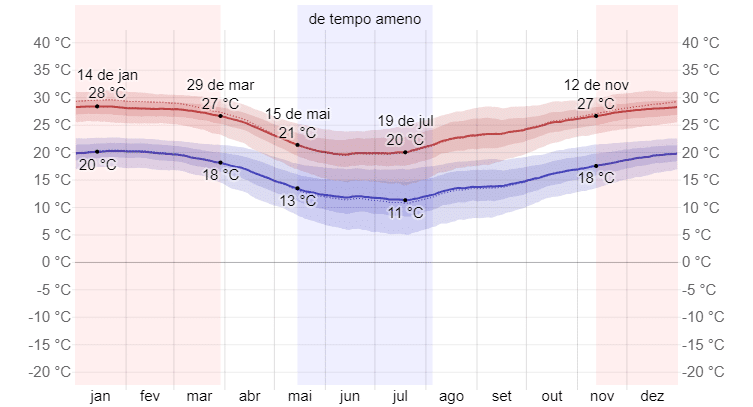
Avaliando a evolução das temperaturas máximas e mínimas do ar durante 2024 e assumindo que as temperaturas da água seguem um padrão proporcional, observa-se que, a partir de maio, as temperaturas começam a diminuir, com uma diferença de 7ºC quando comparado com janeiro. Essa redução na temperatura da água pode estar influenciando negativamente no diferencial de pressão, ou seja, se a água tivesse a mesma temperatura de janeiro, os valores de DP de operação obtidos com limpezas preventivas usando Genesol deveriam ser ainda mais baixos.
Atualmente, não há medição de temperatura no equipamento para normalizar os dados, mas se isso fosse feito, é provável que fosse observada uma melhora ainda maior nos resultados operacionais de DP com o novo critério de limpeza.
CONCLUSÕES
Seguem abaixo as conclusões mais relevantes desta análise:
- Importância do pré-tratamento: O pré-tratamento adequado é crucial para o funcionamento correto dos sistemas de osmose reversa. Uma redução no SDI abaixo de 3 poderia significar uma melhoria significativa na operação do sistema, principalmente na redução da frequência de limpezas químicas e da substituição de cartuchos. Isso pode ser alcançado instalando um sistema de ultrafiltração ou alimentando o sistema apenas com água da ETA 2.
- Proatividade em limpezas químicas: a realização de limpezas químicas preventivas revela-se uma estratégia eficaz em sistemas de osmose reversa. Essa abordagem não apenas aumenta o volume de permeado produzido, mas também reduz os diferenciais de pressão de operação.
- Efeito telescópico reduzido: operar com valores de ΔP mais baixos diminui o efeito telescópico nas membranas, o que ajuda a prolongar sua vida útil e melhorar a eficiência geral do sistema.
- Capacidade de rejeição de sais das membranas: não há evidências de redução na capacidade de rejeição de sais em membranas associada à alta frequência de limpezas químicas.
- Monitoramento e normalização de dados: O monitoramento contínuo de variáveis operacionais é fundamental para a otimização do processo. Além disso, a normalização dos dados é essencial para uma análise precisa, levando em consideração todos os fatores que influenciam o desempenho do sistema.
- Redundância de equipamentos: ter um equipamento redundante tem a vantagem de manter a produção em 100% mesmo quando um dos trens requerer manutenção.
- Eficácia dos produtos Genesol 704 e 711: Esses produtos demonstraram alta eficiência na limpeza das membranas. Isso se reflete no aumento do volume diário produzido, na estabilidade das vazões de permeado obtidas e na redução dos diferenciais de pressão.
Autores: Thiago Rincon – Engenheiro de Processos Fluence Martina Oscoz – Engenheira de Processos Fluence
Contato: Fluence: +54 9 2235 02-5669
Fonte: Fluence


