

As concessionárias estão aprimorando seus processos de digestão anaeróbia para melhorar a qualidade do lodo tratado e aumentar a capacidade instalada dos sistemas. Métodos de desintegração para pré-tratamento de lodo estão entre os mais promissores.
Atentos ao investimento necessário para a expansão dos sistemas de digestão para atender à crescente demanda da gestão do lodo – à medida que quantidades crescentes de lodo são geradas – as concessionárias estão explorando uma série de maneiras de otimizar os processos existentes. As inovações na fase de pré-tratamento do substrato estão liderando a tendência, em detrimento de outros métodos. O rigor das regulamentações em torno da qualidade do lodo que pode ser descartada para aterro sanitário ou em solo e o crescente interesse em recuperar nutrientes como o fósforo também estão contribuindo para a necessidade de melhorar o processo de digestão anaeróbia (DA).
DECOMPONDO A DIGESTÃO
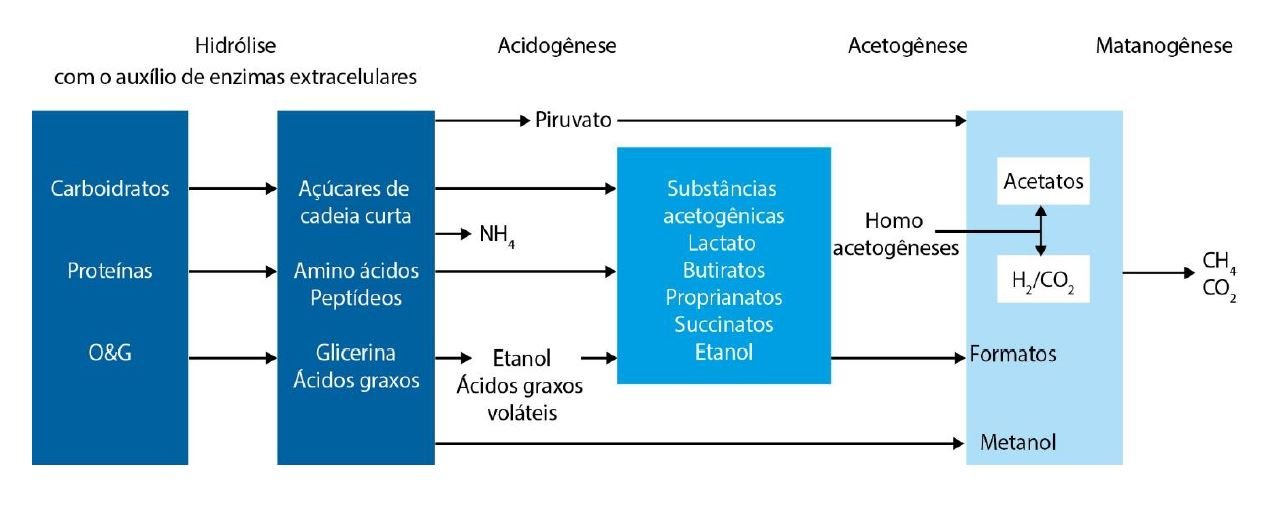
A hidrólise é o primeiro de quatro estágios do processo de digestão anaeróbia, onde enzimas extracelulares são produzidas por microrganismos para quebrar biopolímeros, como carboidratos e proteínas, em compostos mais solúveis e disponíveis para bactérias acidogênicas. Realizar a hidrólise fora do digestor pode aumentar a taxa da digestão anaeróbia.
Fonte: Powerstep
As principais vantagens dos processos de DA avançada são o aumento da destruição dos sólidos voláteis (SV), reduzindo assim a massa de lodo para descarte, a melhoria do desaguamento do lodo e o maior rendimento na geração do biogás, principal subproduto do processo de DA. A configuração da digestão anaeróbia tem permanecido constante por décadas, onde a tradição tem sido um único estágio mesofílico. Ao tentar melhorar o processo, a escolha geralmente gira em torno de colocar um novo processo de desintegração a montante do digestor, a fim de transferir a etapa de hidrólise para fora do digestor de mistura completa, ou tentar melhorar o processo no próprio digestor.
Vários métodos foram explorados para melhorar o processo de DA, com muitos deles sendo revisitados agora, após investigações iniciadas há alguns anos. Dentre esses inclui-se a adoção de digestão termofílica, digestão de múltiplos estágios (por exemplo, sequenciamento mesofílico e termofílico, ácido/gás) e separação de sólidos da descarga e sua recirculação no digestor, conhecido como espessamento recuperativo ou recirculação de lodos digeridos. No entanto, o que vem prevalecendo é o uso de processos de desintegração de lodo, como diferentes tipos de hidrólise no pré-tratamento para digestores.
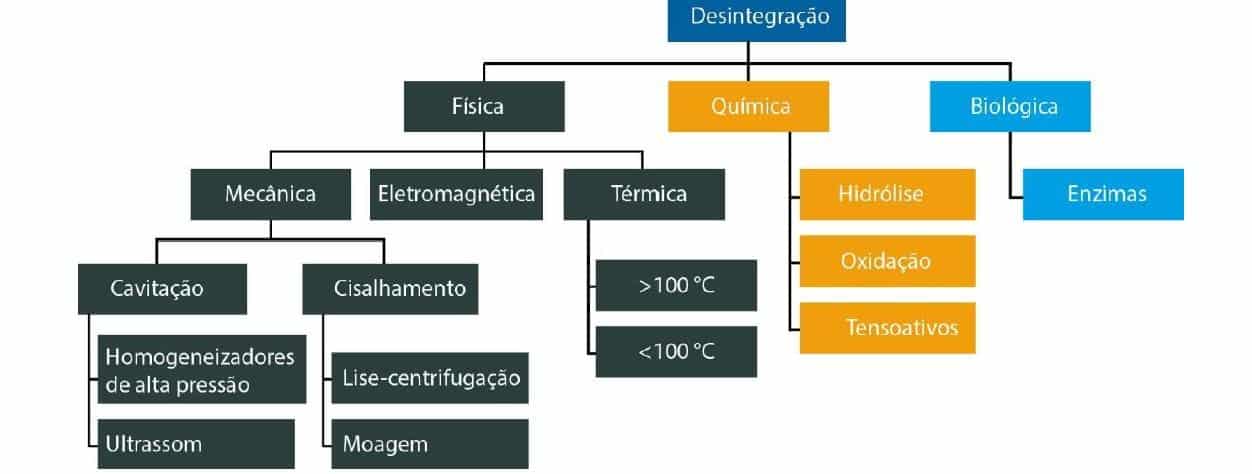
O conceito de desintegração envolve alterar as propriedades físicas, biológicas e químicas do lodo, e diferentes tipos de tecnologias podem realizar essa tarefa. As técnicas de hidrólise – principalmente térmicas – estão emergindo como a escolha de solução atual devido a um bom histórico de desempenho a um preço competitivo, embora o ultrassom tenha apresentado forte crescimento na Alemanha. Essas técnicas envolvem quebrar a estrutura das células na massa biológica, abrindo-as para melhorar a digestibilidade e produzir mais biogás. A ideia por trás de isolar a hidrólise é aumentar a taxa em que o lodo pode alimentar um digestor, já que a hidrólise é o fator limitante nesse processo.
A CIÊNCIA DA DESINTEGRAÇÃO
Os métodos de desintegração fazem com que substâncias orgânicas não biodegradáveis sejam disponibilizadas para a decomposição biológica, melhorando as taxas de destruição dos sólidos voláteis e, também, o rendimento na geração do biogás. As opções podem ser classificadas de acordo com seu princípio de ação.
Fonte: Powerstep
As tecnologias de hidrólise também possibilitam oportunidades a jusante de um digestor. Com a hidrólise, aumenta-se a quantidade de fósforo e nitrogênio no retorno do centrado do desaguamento, o que pode causar problemas para uma estação de tratamento de esgoto se devolvido na entrada do processo. No entanto, essa carga maior também facilita a recuperação do fósforo e nitrogênio, criando oportunidades para que as tecnologias de recuperação de fósforo/nutrientes sejam instaladas em conjunto com uma etapa de pré-tratamento dessa desintegração de lodo.
O que está impulsionando o mercado?
O objetivo das concessionárias de reduzir os custos de disposição de lodo é a motivação número um para otimizar o processo de digestão. Os custos de disposição são naturalmente baseados na disponibilidade de locais de descarte, e a presença de patógenos no lodo tem dado origem a uma busca do setor público sobre sua aplicação segura em terras agriculturáveis. “Acho que a disponibilidade de onde você pode descartar lodo está se tornando cada vez menor”, disse Michael Theodoulou, gerente sênior de produtos da unidade Monsal da GE Water (hoje SUEZ), à GWI. “É por isso que o incentivo para melhorar a qualidade dos biossólidos é tão importante porque quando você produz um biossólido de melhor qualidade e livre de patógenos e contaminantes, a restrição sobre onde ele pode ser potencialmente usado é sensivelmente reduzida.”
Com quantidades crescentes de lodo em todo o mundo, também há necessidade de aumentar a capacidade de digestão. A instalação de digestores adicionais requer um enorme investimento de capital, e as concessionárias estão, em vez disso, procurando maximizar seus ativos existentes e implementar soluções avançadas. De acordo com Theodoulou, aproximadamente 1.500 ETEs nos Estados Unidos têm DA. “Muitas delas precisarão expandir essas plantas nos próximos 10 a 15 anos”, disse ele. As várias formas de hidrólise provaram ser uma solução mais barata do que a construção de novos digestores. Para projetos greenfield, o mesmo se aplica. “Todos os engenheiros na área de saneamento e as concessionárias com digestor anaeróbio estão abertos à ideia de uso de hidrólise. Acho que posso dizer que, em todo os EUA, a tendência é muito favorável para essas tecnologias”, disse Gerhard Forstner, presidente da CNP Technology nos EUA.
Alguns veem o aumento da capacidade do digestor como uma motivação menor. “Isso é uma prioridade para alguns, mas o que a maioria das pessoas está buscando é melhorar o desaguamento e reduzir o volume de lodo”, sugere Forstner. A hidrólise térmica, em particular, aumenta a remoção de água do lodo digerido, tipicamente de cerca de 20-25% de sólidos para 30-35%, e esta é uma vantagem fundamental sobre outras técnicas de digestão avançada. “A co-digestão ou outras tecnologias podem aumentar a produção de biogás e diminuir os sólidos, mas isso não significa que seu desaguamento esteja melhorando, e o transporte de água é caro”, observou Bert Geraats, da empresa holandesa Eliquo Water and Energy, fornecedor de estações de tratamento de efluentes e lodo suportada pela investidora alemã SKion.
Os benefícios do biogás para uma concessionária – como fonte renovável de energia que pode ser alocada para uso em outros pontos da estação de tratamento para reduzir a dependência de energia externa – podem ser atraentes, especialmente para aqueles que tendem para uma agenda de sustentabilidade corporativa ou como parte de um incentivo mais amplo para cidades de baixo carbono. O biogás gerado pode ser utilizado com um sistema combinado de calor e energia (CHP) fornecendo energia alternativa para outros processos de tratamento em uma planta, ou fazendo uma purificação para biometano para injeção na rede de gás natural ou ainda para uso como combustível veicular. Entretanto, embora o uso do biogás da digestão seja benéfico, com certeza – e os rendimentos podem ser elevados várias vezes ao empregar tecnologias para sua melhoria de desempenho – basear um caso de negócios em torno da geração de energia é bastante difícil, com o valor gerado variando enormemente, caso a caso.
Panorama tecnológico
Por volta do início do século XXI, o processo de hidrólise térmica, tendo a empresa norueguesa Cambi como pioneira, começou a mudar a dinâmica do mercado de tratamento de lodos sendo vista como a maneira mais eficaz de melhorar o processo de DA, pelo que se pode notar. A tecnologia já havia sido aplicada e testada anteriormente, mas apenas como um processo em si, não em combinação com uma fase de digestão a jusante. O processo envolve o uso de temperaturas de cerca de 170 oC e alta pressão para fragilizar e romper as paredes celulares, e até mesmo aminoácidos e biopolímeros, a fim de aumentar a biodegradabilidade intrínseca do lodo. Embora muitos sistemas de hidrólise usem calor, apenas aqueles que operam a temperaturas acima de 100 oC são geralmente considerados como hidrólise térmica, onde os efeitos físicos sobre o lodo começam a ser sentidos, realmente.
Após uma primeira experiência na Noruega, Cambi avançou com suas unidades de hidrólise térmica no Reino Unido, onde o principal motivo era garantir que o lodo que estava sendo aplicada em terras agrícolas – um método de manejo fundamental no Reino Unido – fosse livre de patógenos, em linha com as preocupações levantadas pelas agências de segurança alimentar locais. Desde então, a empresa passou a acumular mais de 60 instalações em todo o mundo, sendo o maior projeto o que trata 135.000 toneladas de sólidos secos por ano na planta de Blue Plains da DC Water, em Washington, DC.
Outras empresas estão agora tentando competir com o monopólio da hidrólise térmica, além da Cambi: eles têm um longo caminho a percorrer. A Veolia entrou no mercado com seu processo de batelada Biothelys, antes de desenvolver sua solução de processo contínuo Exelys de segunda geração, onde o lodo e o vapor são alimentados continuamente para um reator em vez de ter ciclos de carga e descarga, que é como opera o sistema Cambi. O sistema Exelys está sendo implantado na Biorefinaria de Billund, Dinamarca, e produz mais energia do que a concessionária precisa. No entanto, vê-se que Veolia está lutando para alcançar melhores posições no mercado, enquanto a Eliquo Water and Energy tem boas referências com seu produto LysoTherm, que usa trocadores de calor em vez da explosão de vapor (como Cambi). Novos entrantes como Sustec, Haarslev e teCH4+ também estão trazendo versões contínuas de hidrólise térmica para o mercado, mas que ainda precisam se consolidar.
A hidrólise biológica (ou enzimática) foi desenvolvida pela empresa Monsal, especialista em DA do Reino Unido, que foi adquirido pela GE Water em 2014 e incorporada pela SUEZ em 2017. Este processo consiste em pré-tratar o lodo em uma série de biorreatores. Uma vantagem que a hidrólise biológica carrega sobre sua concorrente térmica é acelerar a cinética do processo de digestão, de acordo com Theodoulou. “Temos uma quantidade muito alta de ácidos graxos voláteis saindo do nosso processo de hidrólise. Você basicamente passa pelas fases preliminares, obtendo um lodo em um ponto que, quando ele é alimentado no digestor ele será consumido pelas bactérias metanogênicas e criará biogás muito rapidamente”, disse ele à GWI. O sistema foi bastante implantado no Reino Unido, mas até agora ainda não decolou de forma mais ampla em outras partes do mundo. A hidrólise térmica está desempenhando um papel de domínio no mercado, então a SUEZ está apostando em ir diretamente ao usuário final e mostrando a proposta de valor. “Quando temos intermediários entre o fornecimento de tecnologia e o cliente final, frequentemente há diferenças de pontos de vista e de motivações que podem aparecer ao redor de toda a tecnologia de hidrólise térmica… às vezes existem motivações diferentes, em vez de necessariamente ser a solução mais econômica para um cliente”, disse Theodoulou.
A hidrólise química, entretanto, envolve a adição de produtos químicos comuns, como soda cáustica ou formulações químicas proprietárias, juntamente com alguma elevação de temperatura (menos de 100 oC). Várias empresas estão investigando esse caminho, com diferentes nuances ao seu processo, como CNP, Lystek, BCR Environmental e a empresa italiana Newlisi, que rotula seu processo como uma hidrólise “suave” em comparação com um processo térmico.
A próxima fronteira que vemos é a combinação de hidrolise com recuperação de fósforo e manejo de nitrogênio. Se você instalar uma planta de hidrólise, é justo dizer que você deve começar a pensar sobre recuperação de fósforo e nitrogênio.
Gerhard Forstner, Tecnologia CNP
Outras abordagens para o pré-tratamento de lodo, como ultrassom ou cavitação hidrodinâmica, não ganharam tanta força, com exceção da tecnologia de ultrassom da empresa alemã Ultrawaves. Fundada em 2001, a Ultrawaves instalou sua tecnologia de ultrassom em cerca de 80 ETEs para pré-tratamento de lodo de esgoto (também tem presença em resíduos alimentícios e aplicações agrícolas). Luís Vergara, Diretor Técnico da Ultrawaves, disse à GWI que a tecnologia aplica uma dose sônica específica (kWh de energia acústica aplicada por m³ de lodo biológico tratado) de cerca de 4 kWh/m³ que permite que uma unidade de controle de frequência “libere uma energia ultrassônica eficaz para impactar a biomassa conforme desejado”. Várias outras tecnologias de decomposição mecânica ou elétrica ainda estão em seu início de desenvolvimento, mas não mostraram consistentemente melhorias no desaguamento, destruição de SV ou produção de biogás que as demais técnicas de hidrólise podem ostentar.
As dificuldades de tentar comercializar esses tipos de tecnologias são amplamente demonstrados pela Paradigm Environmental Technologies, dona da tecnologia de homogeneização de alta pressão Microsludge, que entrou em liquidação em junho de 2014. A empresa encerrou a maioria das operações devido a um longo processo de comissionamento de projetos no setor de lodo municipal que a levou a seu fracasso financeiro. Em novembro de 2015, no entanto, a empresa de private equity Eagleridge Innovations Corporation adquiriu os ativos da Paradigm e a propriedade intelectual do Microsludge. Eagleridge agora está tentando navegar no desafiante ‘Vale da Morte’ para start-ups, e agora está mirando aplicações industriais com a tecnologia Microsludge, onde enxerga um ciclo de vendas mais curto.
Escolha o tamanho da sua planta
A dinâmica do tamanho da hidrólise é particularmente interessante. Muitas das instalações Cambi são para plantas de maior capacidade, por exemplo, maiores que 400.000 habitantes equivalentes (p.e.), em grande parte porque o sistema Cambi, embora muito eficaz na hidrólise do lodo, pode ser mais caro do que as alternativas – usar alta pressão e temperatura tem um custo. Isso, de alguma forma explica por que até 2017 ainda não existiam muitos projetos Cambi na América do Norte, onde apenas um punhado de concessionárias tem tamanho suficiente para pagar tais sistemas. No entanto, a empresa instalou recentemente unidades menores com seu sistema B2 mais compacto, que é fabricado e pré-montado em sua unidade fabril. “[Capacidades menores] é definitivamente uma área que estamos mirando”, confirmou Harald Kleiven, vice-presidente sênior de desenvolvimento de negócios da Cambi, à GWI.
Muitas empresas têm como alvo estações menores de tratamento de lodo, onde Cambi tem sido tradicionalmente menos competitiva. Eliquo, por exemplo, nunca teve a ambição de competir com seu par norueguês. Sua solução Lysotherm foi adaptada a partir da tecnologia de trocador de calor que desenvolveu para a indústria de alimentos e bebidas. “Percebemos que você também poderia fazer a desintegração do lodo com isso, para [plantas de] tamanhos menores onde Cambi com o processo a vapor é menos atraente”, disse Reinhard Huebner à GWI. “Cambi para grandes tamanhos é certamente mais competitivo do que o que fazemos.” A faixa típica de tamanho da planta para o Lysotherm é entre 50.000-100.000 p.e., no entanto é um sistema modular por isso não é muito limitado pela capacidade.
Enquanto isso, Forstner disse à GWI que o CNP tem como alvo plantas entre 20-60 MGD (75-225.000m³/d) com seu processo termoquímico Pondus, que usa temperaturas mais baixas que Cambi, mas adiciona soda cáustica para elevar o pH. “Dizemos aos clientes que o PONDUS é 80% do benefício de um sistema hidrólise da Cambi por provavelmente um terço do custo.”
Pré ou pós-digestor?
Embora normalmente implantado como pré-digestão, algumas empresas usam sua tecnologia para hidrolisar o digestato ou biossólido desaguado. O objetivo final aqui é geralmente criar um produto adequado para a aplicação em solo. O processo da empresa canadense Lystek envolve a adição de álcali ao lodo aquecido até cerca de 75oC com uma mistura de alta energia e cisalhante ocorrendo simultaneamente. Embora o processo crie um produto que atenda aos critérios de biossólidos classe A (e padrões avançados no Canadá), ele também pode melhorar o desempenho de um digestor. Ajay Singh, diretor técnico da Lystek, explicou à GWI que, ao tomar digestatos de digestores de baixa a média eficiência, “ainda há uma quantidade significativa [residuais] de sólidos voláteis… e você pode processá-los através do nosso [processo] LysteMize e alimentá-lo de volta no digestor com os mesmos benefícios relacionados ao aumento da produção de biogás.”
Kevin Litwiller, diretor de marketing da Lystek, acrescentou que, se a hidrólise for aplicada antes de um digestor, ele pode ser considerado muito invasivo às operações de uma planta. “É muito mais problemático para suas operações, pois você está, muitas vezes, requerendo deles mudanças significativas [no processo].” Apesar dos méritos de aplicar processos pós digestão, Singh confirmou à GWI que a Lystek está agora olhando para dois projetos para implantar sua tecnologia de pré-digestão.
Outros players também veem os méritos de reciclar a biomassa digerida de volta para o digestor para melhorar o desaguamento ou produzir mais biogás. Cambi desenvolveu recentemente seu processo SolidStream, que desagua o digestato quente após hidrólise térmica, e recicla a DQO solúvel do centrado de volta aos digestores para aumentar a produção de biogás e também produzir uma torta ainda mais seca. Enquanto isso, o sistema da Lysotherm também recircula o substrato do digestor após uma etapa de hidrólise e o realimenta de volta ao digestor.
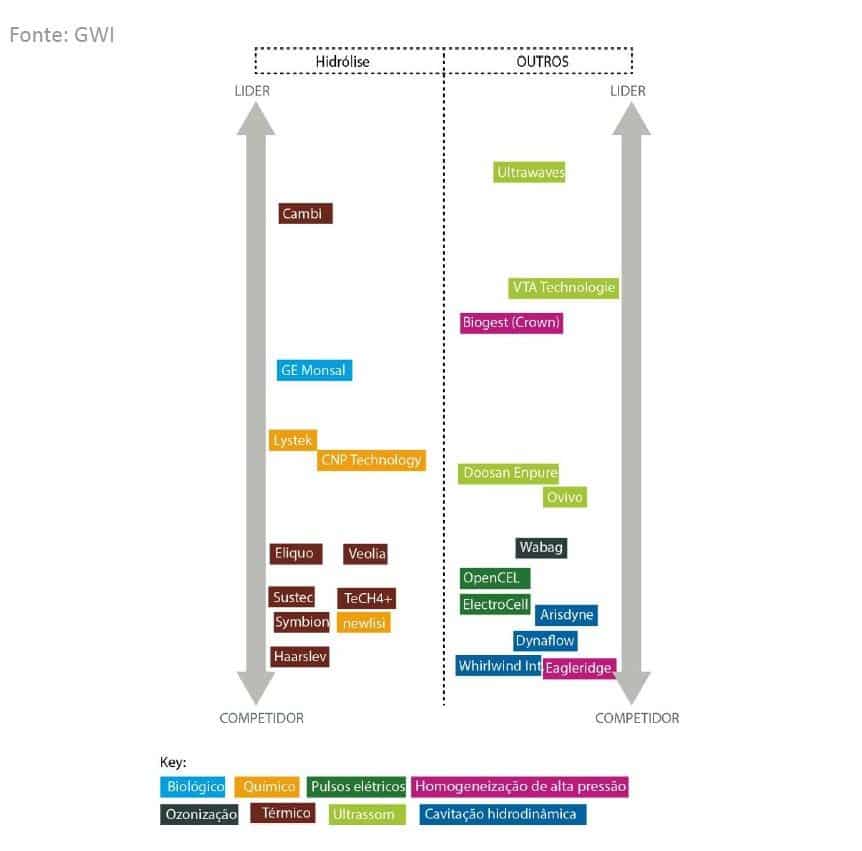
A BATALHA PELA HIDRÓLISE
A hidrólise térmica está se tornando uma tecnologia mais madura à medida que Cambi expande sua base de referência. Vários players com um processo semelhante surgiram no mercado nos últimos anos. A Ultrawaves está liderando o pacote em processos de não-hidrólise com sua tecnologia de ultrassom.
Às vezes, não é necessário aplicar um processo de hidrólise em todo o lodo em uma estação de tratamento. O lodo é basicamente originário de duas partes principais do processo de tratamento de águas residuárias: lodo primário, que vem de um decantador primário que fica a montante do tratamento biológico; e o descarte do lodo ativado (WAS – Waste Activated Sludge), que é o volume excedente no processo biológico que necessita ser descartado para manter o equilíbrio entre biomassa e a carga poluente nas águas residuárias. O lodo primário é mais digerível do que o WAS, o que significa que apenas o WAS poderia ser tratado a fim de melhorar o desempenho do digestor. Considerando os benefícios da pasteurização da hidrólise térmica, em particular, significa que as concessionárias devem fazer uma escolha. “Tratar apenas WAS ou primário e WAS, em conjunto, depende dos objetivos: melhor digestão apenas, ou melhor digestão mais [biossólidos] Classe A” observou Glen Daigger, presidente da empresa de engenharia de água One Water Solutions. Se um cliente está planejando secar ou incinerar o lodo remanescente, as empresas como Cambi estão vendo uma tendência crescente em misturar o WAS hidrolisado com o lodo primário sem tratamento, antes de se alimentar um digestor.
Enquanto isso, Ultrawaves só implanta sua tecnologia de ultrassom em uma fração – geralmente 30-50% do WAS. “Isso significa uma enorme quantidade de energia a ser economizada em comparação com outras tecnologias de pré-tratamento”, disse Vergara.
Cambi também está explorando a adição do processo de hidrólise térmica entre as etapas de digestão. Nas ETEs que atingiram o “pico de produção de lodo” – capacidade instalada suficiente para uma população estável – Cambi propõe a adição de um processo de hidrólise após uma etapa mais curta da DA, que converte material facilmente digerível em biogás, mas antes de uma segunda etapa mais avançada da DA. “Isso alcança todos, ou mais, dos benefícios da hidrólise térmica THP clássica, e com uma instalação menor, menos uso de vapor e o mesmo volume de digestores que a DA convencional”, disse Kleiven à GWI.
Hidrólise + P = oportunidade
A aplicação da hidrólise a montante de um digestor tem o efeito colateral negativo da liberação de mais fosfatos que são biologicamente ligados ao lodo, antes de se alimentar o digestor, e que acabam concentrando no centrado de lodo e digestato líquido (também em conjunto com níveis mais altos de nitrogênio). Se isso for recirculado para a ETE, então pode-se forçá-la a atingir uma maior remoção de fósforo (e nitrogênio) e, também, pode causar depósitos em equipamentos de desaguamento. No entanto, se uma tecnologia de recuperação de fósforo é colocada após um digestor, a economia pode mudar.
“Nós temos… exemplos em que o negócio para hidrólise térmica, quando vista de forma isolada, não se viabilizava”, explicou Geraats. “Mas se você perceber [que] fosfato e nitrogênio podem ser manuseados de outra forma, então você está se beneficiando de uma desvantagem da hidrólise térmica – a liberação de mais nutrientes. Esse é exatamente o caso de integração e negócio que fez decolar o projeto Amersfoort.”
Os digestores da Amersfoort ETE (300.000 p.e.) nos Países Baixos foram recapacitados em 2016 com a adição de unidades de hidrólise fornecidas pela Eliquo, e o reator Pearl da Ostara, que recupera o fosfato no centrado do lodo como Estruvita para ser vendido como fertilizante. É um dos poucos casos em que hidrólise e recuperação de fósforo foram implementadas em conjunto. A CNP tem um projeto que combina seu sistema de hidrólise PONDUS com sua unidade de recuperação Airprex P em Wolfsburg, e está procurando projetos futuros. “A próxima fronteira que vemos é a combinação de hidrolise com recuperação de fósforo e manejo de nitrogênio. Se você colocar uma planta de hidrólise, é justo dizer que você deve começar a pensar na recuperação de fósforo e nitrogênio”, disse Forstner. O sistema AirPrex da CNP também foi projetado para aumentar a destruição de sólidos voláteis no lodo digerido.
Aplicando energia no local certo
Assim que você olha para a hidrólise térmica, você percebe mais benefícios do que você pode obter na digestão termofílica. O lodo termofílico tende a ter mais odor, também. Glen Daigger, One Water Consulting
Embora a forma predominante de digestão seja mesofílica em estágio único, a ideia de digestão termofílica – que ocorre a uma temperatura mais alta – está ressurgindo em algumas áreas. “Nos Países Baixos, vejo a digestão termofílica voltando ao radar de alguns clientes. Isso é normalmente motivado para evitar a construção de novos digestores”, disse Geraats, observando que a termofílica tenderia a ser uma opção onde há menos necessidade de eficiência do processo de digestão. Theodoulou, da SUEZ (antiga GE Water), entretanto, disse à GWI que estava vendo maior abertura entre as concessionárias norte-americanas para ouvir propostas envolvendo digestão termofílica. Há benefícios em termos de tempos de detenção hidráulica mais curtos, aumento da produção de biogás e pasteurização, mas é superado por outras alternativas. “Assim que você olha para a hidrólise térmica, você percebe mais benefícios do que você pode obter com a [digestão] termofílica. O lodo termofílico tende a ter mais odor, também”, disse Glen Daigger.
Oportunidades para hidrólise
Devido às razões explicados neste comentário, a necessidade de melhorias nos sistemas de digestão em todo o mundo oferece uma forte perspectiva para o pré-tratamento de lodo. A China tem enormes oportunidades de implementação de processos avançados de digestão anaeróbia, embora certamente a curto e médio prazo fique limitado às grandes aglomerações urbanas. Muito do lodo na China tem baixa matéria orgânica devido aos baixos níveis de separação do esgoto e da água da chuva, mas as grandes cidades (e há muitas) são atraentes. Cambi está liderando o caminho após a construção de cinco grandes projetos de hidrólise térmica ao redor de Pequim. “Eles avaliaram o pré-tratamento clássico de hidrólise de todo o lodo antes da DA para atingir a redução máxima no volume dos digestores e produzir um biossólido Classe A”, explicou Kleiven. Cambi pode ter a vantagem de se mover primeiro, mas outras empresas como a CNP veem a oportunidade de lucrar com a aceitação da hidrólise térmica como forma de incrementar o processo de digestão.
Nos mercados desenvolvidos, a restrição nas opções de descarte de lodo, seja para aterros sanitários ou aplicação em solo, está elevando os custos de descarte cada vez mais para cima. As principais áreas de interesse nos EUA são onde as proibições de orgânicos em aterros sanitários estão sendo implementadas. Atualmente, apenas 55 dos 128 aterros autorizados na Califórnia tem permissão de aceitar biossólidos, com o Estado liderando a definição de metas para reduzir o descarte de orgânicos. O nordeste dos EUA também está chamando a atenção. A Europa Ocidental também oferece oportunidade como um todo, mas alguns países são mais atraentes do que outros. Por exemplo, as
concessionárias alemãs tendem a ser menos sensíveis ao Capex e, portanto, têm digestores maiores com tempos de detenção hidráulica mais longos – 30 dias ou mais em comparação com uma média de 18-20 dias na maior parte das plantas. “A consequência é que há muito menos pré-tratamento na Alemanha do que, por exemplo, no Reino Unido”, comentou Huebner. A Alemanha também aprovou recentemente uma legislação que proíbe a aplicação de lodo de grandes ETEs em solo, bem como a maior restrição nos limites de contaminantes para lodo aplicados em solo das demais plantas.
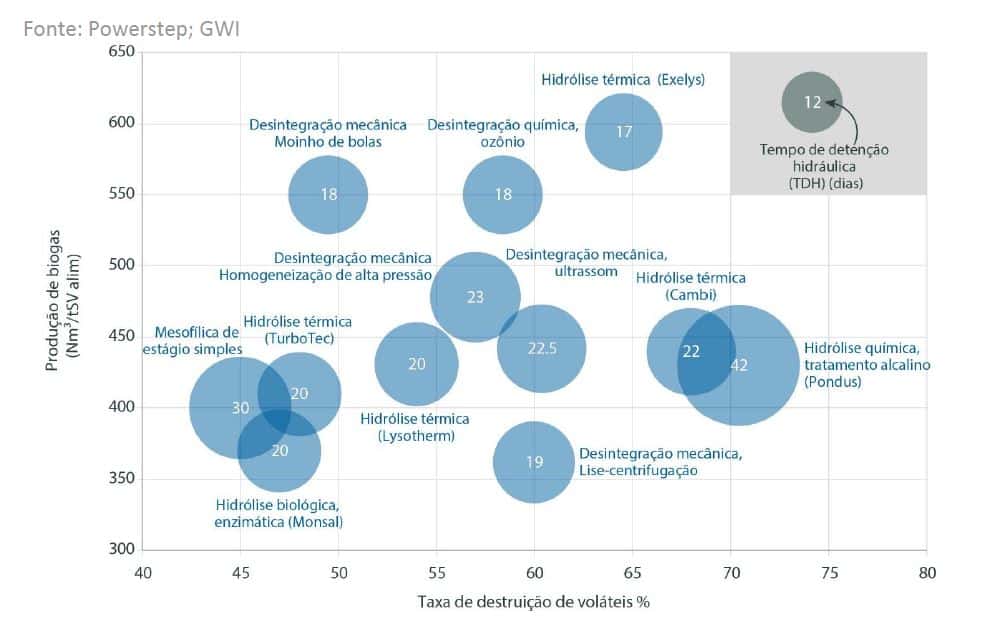
REDUZINDO OS TEMPOS DE DETENÇÃO
Com base em dados de plantas em escala industrial, as vantagens dos processos de desintegração para melhorar a digestão mesofílica em estágio único são óbvias. As hidrólises térmica e química demonstram uma melhor taxa de destruição dos sólidos voláteis do que outros métodos, o que demonstra o porquê de estarem ganhando mercado de forma significativa.
Como um país urbano com a segunda maior população do mundo, a Índia também está nos radares de muitos fornecedores, mas será uma corrida mais lenta do que em outros mercados. A coleta e o tratamento de águas residuárias estão melhorando lentamente, mas o número de pessoas ligadas à rede precisa crescer consideravelmente. “Estimamos que uma cidade como Delhi poderia facilmente produzir cinco ou seis vezes mais lodo do que hoje, à medida que as conexões aumentam e o tratamento de águas residuárias está se tornando mais avançado”, observou Kleiven. No entanto, o governo indiano está analisando as melhores práticas adotadas em todo o mundo e está procurando adotar tecnologias mais avançadas, como a hidrólise, ao instalar a digestão anaeróbia.
Terminologia
Biogás: a mistura de diferentes gases produzidos pelo processo de digestão anaeróbia, predominantemente metano e dióxido de carbono. Pode ser usado como combustível para gerar eletricidade, ou purificado e comprimido para criar um gás natural renovável.
Hidrólise biológica (também conhecida como hidrólise enzimática): segmenta as fases de digestão anaeróbia, onde é fornecido um ambiente ideal para hidrólise e acidificação. Isso melhora a taxa cinética, e concentra enzimas liberadas para maximizar a quebra de biopolímeros e absorção por microrganismos acidogênicos.
Hidrólise química: a adição de álcali ou ácido ao lodo que faz com que a quebra dos carboidratos e outros biopolímeros rompa a parede celular. A hidrólise alcalina libera mais substâncias orgânicas do que o tratamento ácido. O aumento da temperatura também está envolvido, mas inferior a 100°C.
Desaguabilidade: é um importante fator no processo de disposição do lodo e é caracterizado pelo nível de sólidos secos (SS) presentes na torta ou pela demanda de polímero para desaguamento.
Digestão mesofílica: o lodo é digerido em reatores fechado, continuamente agitados a temperaturas entre 30°C e 40°C. É um processo muito estável com uma grande variedade de microrganismos, com um tempo de detenção hidráulica (HRT) de geralmente entre 20 e 30 dias.
Hidrólise térmica: é o rompimento das paredes celulares e, muitas vezes, aminoácidos e biopolímeros no lodo, sujeito a temperaturas (geralmente) acima de 100°C e alta pressão. As altas temperaturas são geradas por injeção direta de vapor ou indiretamente através de um trocador de calor.
Digestão termofílica: o lodo é digerido a temperaturas que variam entre 50°C e 60°C com alguns tipos de organismos dominando a flora microbiana. Considerado um processo menos estável do que a digestão mesofílica, mas o tempo de detenção hidráulica (HRT) pode ser reduzida para menos de 20 dias.
Decomposição ultrassônica: Ondas sonoras de alta frequência são transmitidas no lodo causando cavitação, onde pequenas bolhas se formam e implodem, enviando ondas de choque através do material causando grandes forças de cisalhamento que quebram as paredes celulares.
Ácidos graxos voláteis (AGVs): envolvidos na formação de metano, a concentração de AGVs são utilizados como indicadores para monitorar o desempenho do processo de digestão anaeróbia.
Sólidos voláteis (SV): uma parte do total de sólidos no lodo que têm poder calorífico e podem ser quebrados ou degradados por microrganismos.
Fonte: Global Water Intelligence – www.globalwaterintel.com


