

Resumo
Efluentes oleosos caracterizam-se pelo difícil tratamento, em razão da elevada carga orgânica que apresentam em sua composição. Nesse sentido, a eletrocoagulação torna-se uma alternativa a ser considerada, pois permite a geração in situ de hidróxidos metálicos, que atuam como coagulantes no processo, removendo contaminantes por coagulação/flotação. Entretanto, durante o tratamento é necessário avaliar os parâmetros operacionais que podem afetar o desempenho do processo de eletrocoagulação. O presente estudo avaliou a influência do pH inicial no processo de eletrocoagulação (com eletrodos de ferro) visando a remoção de DQO, cor e turbidez de um efluente proveniente da atividade de rerrefino de óleos lubrificantes. Foram investigados três valores de pH distintos (3, 4 – pH original do efluente e 9), mantendo-se a tensão (5V) e densidade de corrente (9 A/m2) constantes. A partir dos resultados obtidos, verificou-se que o pH 9 foi o mais promissor para o tratamento desse efluente oleoso, obtendo-se a remoção de 76,6% de DQO, 99,3% de cor e 99,5% de turbidez após 90 minutos de tratamento. Os resultados também permitiram inferir que o pH inicial têm influência nas espécies de ferro formadas durante a eletrocoagulação (e portanto, no tipo de coagulante formado), tendo impacto direto na eficiência do tratamento.
Introdução
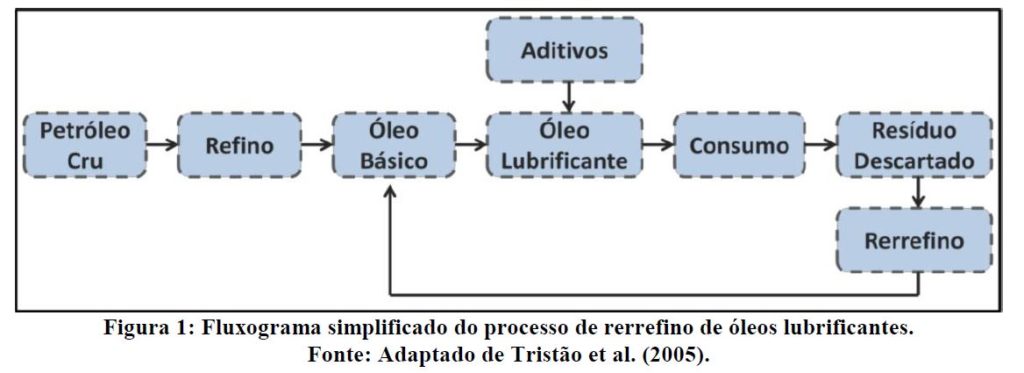
A indústria de refino de petróleo converte petróleo bruto em mais de 2.500 produtos refinados, incluindo gás liquefeito de petróleo, gasolina, querosene, combustível de aviação, combustível diesel, óleos combustíveis e óleos lubrificantes (Benyahia et al., 2006). Dentre os subprodutos produzidos, especial atenção têm sido dada aos óleos lubrificantes usados, que representam um grande passivo ambiental em razão de sua composição química complexa. No Brasil, de acordo com as diretrizes do Conselho Nacional do Meio Ambiente (CONAMA), após o término de sua vida útil, todo óleo lubrificante utilizado ou contaminado deve ser coletado e descartado de forma a não afetar adversamente o meio ambiente e proporcionar a máxima recuperação dos constituintes presentes (CONAMA, 2005). Uma alternativa que tem sido adotada por indústrias produtoras de óleos lubrificantes para minimizar os impactos ambientais relacionados ao descarte desses resíduos é o rerrefino, processo industrial que promove a reciclagem de óleos lubrificantes usados. Neste processo, contaminantes, produtos de degradação e aditivos presentes em óleos lubrificantes usados e/ou contaminados são removidos, conferindo-lhes características de óleos básicos (CONAMA, 2005). A Figura 1 apresenta o fluxograma básico do processo de rerrefino de óleos lubrificantes que é realizado no Brasil.
O processo de rerrefino de óleos lubrificantes é responsável pela geração de efluentes com considerável potencial poluidor. Estima-se que durante o processo de rerrefino de óleos, o volume de águas residuais geradas correspondam a cerca de 0,4 a 1,6 vezes a quantidade de óleo bruto processado (Coelho et al., 2006). A composição química dos efluentes gerados a partir do processo de rerrefino engloba poluentes como óleos e graxas, sólidos suspensos, compostos fenólicos, sulfeto e amônia, DQO elevada, presença de metais pesados, surfactantes, inibidores de corrosão, entre outros (Rhee et al., 1989; Panizza, 2018). Caso não sejam devidamente tratados, efluentes oleosos podem dificultar a difusão do oxigênio necessário para muitas formas de vida aquática ou bloquear as linhas de drenagem de água (Mongkolthanaruk e Dharmsthiti, 2002). Além desse aspecto, a biodegradabilidade do óleo no ecossistema natural é baixa e componentes oleosos podem impedir funções biológicas no ambiente por um longo tempo (An et al., 2017).
Um dos inconvenientes do tratamento de efluentes oleosos é o fato de que este tipo de efluente é composto por óleos em forma de emulsão (sistema heterogêneo, composto por pelo menos um líquido imiscível) (Coca et al., 2011). As gotículas de óleo dispersas geralmente têm alta carga superficial, resultando na estabilidade do sistema óleo-em-água (An et al., 2017), dificultando o tratamento de efluentes oleosos exclusivamente por processos convencionais (como processos físico-químicos acompanhados de tratamento biológico). Os métodos convencionais de tratamento de efluentes oleosos apresentam diversos problemas operacionais, como a geração de gases tóxicos, produção de lodo residual, demanda por grandes áreas territoriais e remoção incompleta de compostos refratários (Panizza, 2018). Um dos tratamentos apontado como alternativa aos processos convencionais é a eletrocoagulação, que promove a geração de coagulantes através da eletrodissolução de ânodos de sacrifício (que podem ser de diversos materiais, sendo ferro e alumínio os mais utilizados). Os cátions gerados reduzem a estabilidade das partículas eletricamente carregadas, assim como contribuem na formação de íons hidróxido e complexos de hidróxido de alumínio/ferro, os quais são conhecidos por ser eficientes coagulantes (Gonzales e Torem, 2010).
Conforme Chigozie e Joseph (2014), processo de eletrocoagulação pode ser descrito através de três etapas principais: (i) formação de coagulantes por oxidação eletrolítica de eletrodo de sacrifício; (ii) desestabilização dos contaminantes, suspensão de particulados e quebra de emulsões por compressão de dupla camada difusa ao redor de espécies carregadas; e (iii) agregação das fases desestabilizadas para formar flocos. Na primeira etapa do processo de eletrocoagulação, devido à corrente aplicada aos eletrodos, a oxidação do ânodo sacrificial e a redução do cátodo (com formação de H2 e OH-) ocorrem simultaneamente, sendo seguidas pela formação dehidróxidos metálicos (resultantes da reação entre os cátions metálicos liberados do ânodo e os íons hidroxila presentes no meio reacional). Durante esse processo, a formação de H2 no cátodo é especialmente relevante na remoção de óleos em suspensão presentes no efluente, visto que possibilita a eliminação dos contaminantes por flotação.
Entre as vantagens do processo de eletrocoagulação estão os menores custos operacionais em relação ao processo convencional, o fato de não requerer a adição de produtos químicos, alta eficiência de remoção de partículas, facilidade de tratamento e possibilidade de automação completa (Bayramoglu et al., 2007; Chen, 2004; Khandegar e Saroha, 2013). No entanto, para que o tratamento seja de fato eficaz na remoção de contaminantes, é fundamental que sejam avaliados os parâmetros operacionais que podem afetar a performance do processo de eletrocoagulação. Neste contexto, o presente estudo teve como objetivo avaliar a influência de diferentes valores de pH inicial (3, 4 – pH original do efluente e 9) na redução da Demanda Química de Oxigênio (DQO) e dos níveis de cor e turbidez de um efluente de rerrefino de óleos lubrificantes submetido ao processo de eletrocoagulação com eletrodos de ferro.
Autores: Ana Carolina Favero; Bruno Matheus Favero; Fernanda Siqueira Souza e Silvio Roberto Taffarel.



